 Angle Steel
Angle Steel Channel Steel
Channel Steel Universal Beam (l-Beam)
Universal Beam (l-Beam) H-Beam Steel
H-Beam Steel Galvalume Steel Coil
Galvalume Steel Coil Galvalume Steel Sheet
Galvalume Steel Sheet Galvanized Steel Sheet
Galvanized Steel Sheet Color Coated Plate
Color Coated Plate Stainless Steel Bar
Stainless Steel Bar Stainless Steel Pipe
Stainless Steel Pipe Steel Bar
Steel Bar Wire Rope
Wire Rope Carbon Steel Pipe
Carbon Steel Pipe Carbon Steel Plate
Carbon Steel Plate Aluminum Plate
Aluminum Plate Aluminum Coil
Aluminum Coil Aluminum Pipe
Aluminum Pipe Aluminum Bar
Aluminum Bar Magnesium Ingot
Magnesium Ingot Fasteners
Fasteners
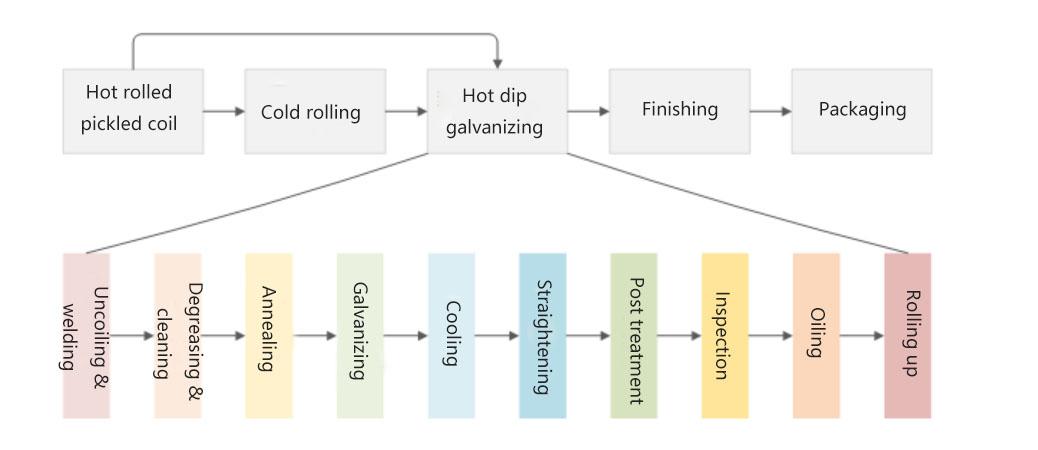









Cold Rolled Steel Production Process Details
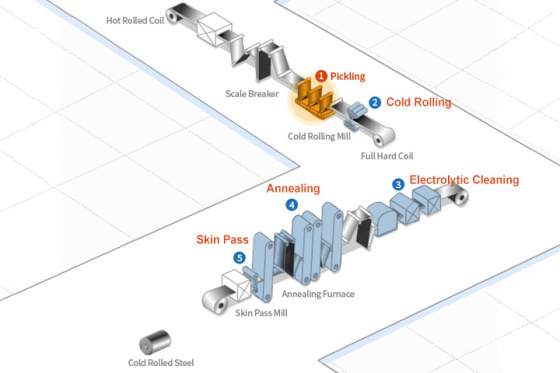
1. Pickling: During the pickling process, hot rolled coils are passed through a pickling line where scale breaker machines and hydrochloric acid solutions are utilized to eliminate any surface scale or oxide film that may cause surface flaws during the final stage of cold rolled steel processing.
2. Cold Rolling: Pickled coils undergo cold rolling in tandem mills to achieve a specified thickness, typically 40 to 90% of the original material dimensions. This process is carried out with fully automated shape adjustment using state-of-the-art process machinery.
3. Electrolytic Cleaning: Electrolytic cleaning is employed to remove lubricant oil and contaminants from the cold rolled steel prior to the annealing process, ensuring the production of high-quality steel products.
4. Annealing: This highly productive manufacturing method enables the production of steel products with extra deep drawing qualities and high tensile strength. Two commonly used annealing methods are batch annealing and continuous annealing, each offering distinct advantages in the production process.
5. Skin Pass: The final rolling process, known as skin pass, is performed to eliminate minor surface defects such as stretch marks and to create a smooth, lustrous surface. This process results in a further thickness reduction of about 1%, ensuring the production of high-quality steel products with impeccable surface finish.