 Angle Steel
Angle Steel Channel Steel
Channel Steel Universal Beam (l-Beam)
Universal Beam (l-Beam) H-Beam Steel
H-Beam Steel Galvalume Steel Coil
Galvalume Steel Coil Galvalume Steel Sheet
Galvalume Steel Sheet Galvanized Steel Sheet
Galvanized Steel Sheet Color Coated Plate
Color Coated Plate Stainless Steel Bar
Stainless Steel Bar Stainless Steel Pipe
Stainless Steel Pipe Steel Bar
Steel Bar Wire Rope
Wire Rope Carbon Steel Pipe
Carbon Steel Pipe Carbon Steel Plate
Carbon Steel Plate Aluminum Plate
Aluminum Plate Aluminum Coil
Aluminum Coil Aluminum Pipe
Aluminum Pipe Aluminum Bar
Aluminum Bar Magnesium Ingot
Magnesium Ingot Fasteners
Fasteners

Steel Pipe
Spiral Welded Pipe (SSAW)-copy
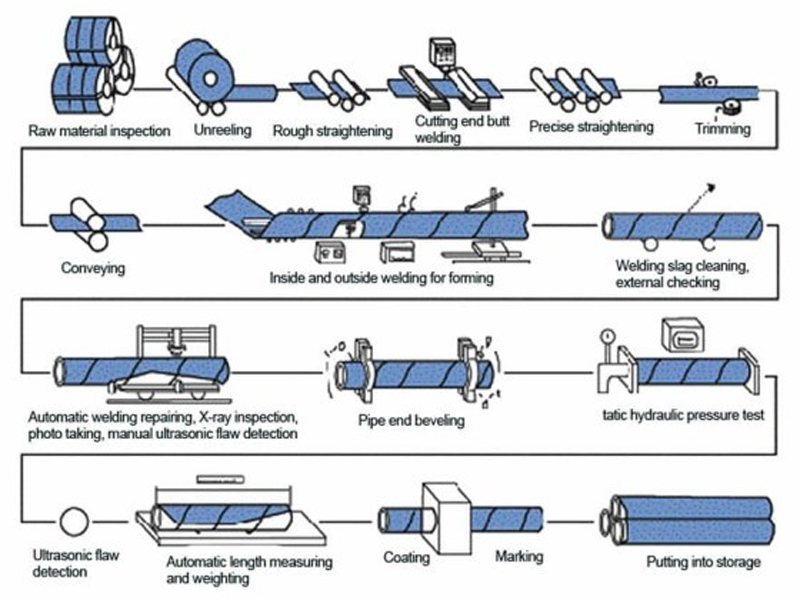
1. Uncoiling and Straightening: Our carefully-selected top-quality steel plates undergo precision straightening using advanced straightening machines to ensure they are flat and straight, providing a solid foundation for subsequent forming and welding processes.
2. Forming: Under the action of the forming machine, the steel plates pass through multiple passes of forming rollers, gradually taking on a tube shape. It is crucial to control the spacing and speed of the rollers during the molding process to ensure the accuracy of the tube diameter and wall thickness.
3. Internal and External Welding: We utilize advanced submerged arc welding machines and double-sided welding machines to achieve welding on both the inner and outer sides of the pipes. During the welding process, specialized equipment and automatic tracking systems ensure the quality of the welds.
4. Pipe Cutting: Upon completion of the welding process, the pipes are accurately cut using plasma technology according to the specified size, ensuring precision and uniformity.
5. Inspection: Advanced technical means such as ultrasonic flaw detectors and X-ray inspection equipment are employed to comprehensively inspect the welds, ensuring their quality. In the event of any defect, timely repair and welding are carried out until each welded pipe meets the required standard.
6. Pipe End Processing: The spiral welded pipe undergoes cleaning using a specialized machine to remove oil stains and impurities from the surface. An anti-corrosion treatment is then applied using spraying equipment to provide long-term and effective protection for the welded pipes, resulting in the production of high-quality spiral welded pipes.
Spiral Welded Pipe (SSAW)
1. Uncoiling and Straightening: Our carefully-selected top-quality steel plates undergo precision straightening using advanced straightening machines to ensure they are flat and straight, providing a solid foundation for subsequent forming and welding processes.
2. Forming: Under the action of the forming machine, the steel plates pass through multiple passes of forming rollers, gradually taking on a tube shape. It is crucial to control the spacing and speed of the rollers during the molding process to ensure the accuracy of the tube diameter and wall thickness.
3. Internal and External Welding: We utilize advanced submerged arc welding machines and double-sided welding machines to achieve welding on both the inner and outer sides of the pipes. During the welding process, specialized equipment and automatic tracking systems ensure the quality of the welds.
4. Pipe Cutting: Upon completion of the welding process, the pipes are accurately cut using plasma technology according to the specified size, ensuring precision and uniformity.
5. Inspection: Advanced technical means such as ultrasonic flaw detectors and X-ray inspection equipment are employed to comprehensively inspect the welds, ensuring their quality. In the event of any defect, timely repair and welding are carried out until each welded pipe meets the required standard.
6. Pipe End Processing: The spiral welded pipe undergoes cleaning using a specialized machine to remove oil stains and impurities from the surface. An anti-corrosion treatment is then applied using spraying equipment to provide long-term and effective protection for the welded pipes, resulting in the production of high-quality spiral welded pipes.